- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Instalación y desmontaje de la válvula de asiento angular de la máquina EPS
2022-01-13
La válvula de asiento angular es una parte importante de la máquina EPS, por lo que es importante la reparación o la instalación.

1. Instalación y uso
1.1 Seleccione la dirección de instalación de la válvula según las condiciones específicas;
1.2 Antes de la instalación, asegúrese de limpiar la tubería, especialmente la tubería nueva, debe limpiar la escoria de soldadura, el óxido y el polvo para no dañar las impurezas de la válvula; Las tuberías deben sostenerse firmemente y sin vibraciones. Al instalar válvulas más pesadas, se necesita soporte adicional para colgar o apuntalar las válvulas para evitar que el peso excesivo o la vibración tengan efectos adversos en las válvulas y tuberías.
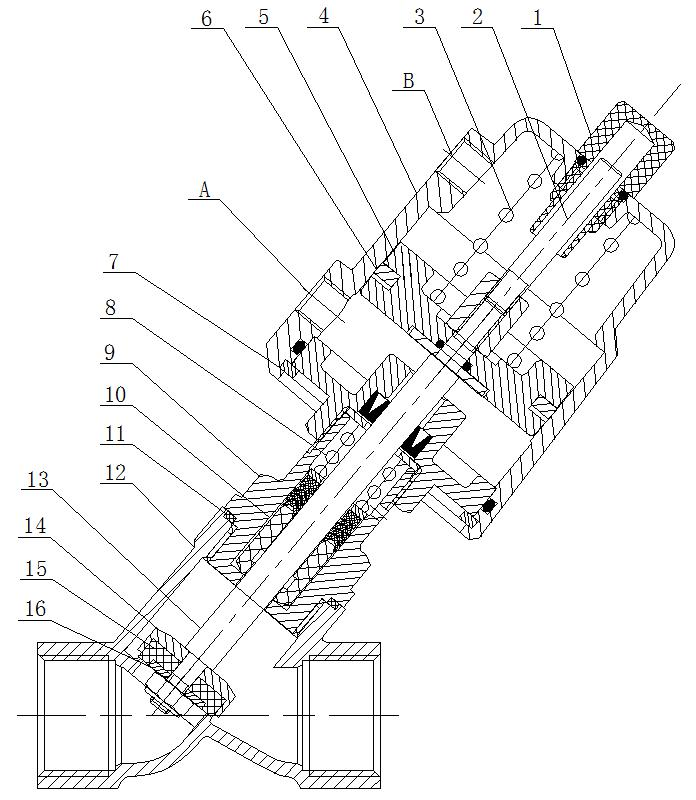
1.3 Antes de instalar la válvula, verifique el modelo, los parámetros, las especificaciones y el modo de conexión en la etiqueta de la válvula y asegúrese de que cumpla con los requisitos de las condiciones de trabajo en campo. Al mismo tiempo, verifique el cilindro, el cuerpo de la válvula, la ventana, etc., para asegurarse de que no haya daños externos;
1.4 Cuando esté equipado con una fuente de aire de control, asegúrese de que la fuente de aire esté seca y limpia, y que la capacidad y la presión sean suficientes;
1.5 Antes de instalar la válvula, cierre la tubería y elimine la presión. Tenga cuidado con la alta presión en la tubería o el daño de medios peligrosos;
1,6 en la instalación de válvulas de brida, la instalación de ambos extremos de la brida debe ser de apriete angular, y en el apriete diagonal, la rotación unilateral del perno debe controlarse dentro de un círculo, no un apriete unilateral, lo que resulta en una fuerza de inclinación, lo que afecta el uso ;
1.7 Al instalar la válvula en forma de soldadura, primero se debe quitar el actuador de la válvula y luego se suelda la válvula en la tubería;
1.8 Tenga cuidado de proteger la junta del cuerpo de la válvula extraída, la junta del núcleo de la válvula y el grano del tornillo de conexión para evitar golpes y la adhesión de suciedad e impurezas.

2. Desmontaje y mantenimiento de válvulas
2.1 Extracción de la válvula
2.1.1 Antes de desarmar la válvula, se debe vaciar el fluido de alta presión en la válvula y se debe drenar la presión media en la válvula. Si el medio es de alta temperatura, inflamable, tóxico o corrosivo, debe eliminarse por completo para evitar lesiones accidentales en el cuerpo humano y el equipo;
2.1.2 Extracción del cuerpo de la válvula: en este estado, el cuerpo de la válvula debe restaurarse a la temperatura normal y el cuerpo de la válvula debe repararse. El aire comprimido se introducirá a través del orificio de entrada de aire en la parte inferior del cilindro, se abrirá la puerta de la válvula, se apretarán los seis lados de la unión con la llave del tamaño correspondiente y se cerrará el cuerpo de la válvula. quitarse girando el hilo en el sentido de las agujas del reloj. Nota: Las piezas desmontadas deben proteger las superficies de sellado para evitar golpes y registrar el reensamblaje; Piezas para proteger la superficie de sellado, para evitar golpes y hacer un buen registro;

2.1.3 Extracción del cilindro: debido a la gran fuerza del resorte, cuando se retiran el cilindro del cilindro de sujeción y el resorte de sujeción de la tapa del extremo, las partes del vástago de la válvula y el carrete deben presionarse con un equipo de sujeción especial antes de poder usar las pinzas para resorte de sujeción. saque lentamente el resorte de sujeción y luego afloje el equipo de sujeción hacia arriba y levante las piezas restantes. Nota: 1) Después de sacar el resorte, la presión del equipo de presión debe eliminarse lentamente para evitar que el resorte más fuerte levante las piezas, causando peligro y daños, y hacer un registro de recarga; 2) No se recomienda quitar el cilindro de la válvula de ángulo de la serie 101, si 11
Comuníquese con su representante de ventas de ESG si tiene algún problema con los cilindros.
2.1.4 Desmontaje de sellos: Al desmontar los sellos, no se deben utilizar herramientas afiladas para el desmontaje, y la superficie de sellado de los sellos desmontados y sus portadores deben estar bien protegidos para evitar colisiones o pérdidas de accesorios, y el registro de montaje debe ser hecha;
2.1.5 Extracción de la secuencia manual de la válvula de asiento angular: retire el cuerpo de la válvula, retire el pasador del volante manual, retire el volante manual, atornille la tuerca de presión y finalmente desmonte el carrete, el vástago y los sellos.
2.2 Vuelva a instalar la válvula
2.2.1 Reensamblaje de sellos: Las válvulas desarmadas deben ser tratadas con los problemas correspondientes. Después del tratamiento, deben instalarse en secuencia de acuerdo con los registros de desmontaje y montaje. Nota: Las piezas de sellado deben instalarse en su lugar durante la instalación y no hay distorsión del anillo de goma. Antes de instalar el anillo de sellado, el aceite lubricante debe cubrirse uniformemente en la ranura de la pieza de instalación, y luego debe instalarse el anillo de sellado y la superficie exterior del anillo de sellado debe cubrirse con aceite lubricante nuevamente. El aceite lubricante razonable y efectivo es la premisa para garantizar el uso normal y efectivo de la válvula;
2.2.2 Recarga del cilindro: Después de completar el montaje de las piezas de repuesto, importe lentamente el pistón y la tapa del extremo en el cilindro y luego instale el resorte en su lugar para completar el montaje del cilindro;
2.2.2.1 Cuando se introducen el pistón y la tapa del extremo, el cilindro debe introducirse lentamente después de enderezar, de lo contrario, el anillo del pistón y el anillo de sellado se romperán debido a la desviación, lo que afectará el sellado;
2.2.2.2 Después de sujetar el resorte en la ranura, verifique si el resorte está 100% completamente atascado en la ranura del resorte del cilindro, y suelte el equipo de presión después de verificar que el resorte esté completamente atascado en el cilindro, y luego realice el sellado inspección del cilindro;
2.2.3 Recarga del cuerpo de la válvula: después de calificar la inspección, comprima aire a través del orificio de entrada de aire del cilindro, levante el pistón, coloque la almohadilla de sellado del cuerpo de la válvula y aplique un agente antiadherente en el grano del tornillo, y luego atornille el cuerpo de la válvula y luego realice la inspección del cuerpo de la válvula después de completarlo.
2.3 Prueba de la válvula de recarga
2.3.1 La válvula reparada se instalará nuevamente en la tubería después de la prueba de presión fuera de línea y no se producirá ninguna anomalía;
2.3.2 Inspección del sellado del cuerpo de la válvula: incluida la inspección de la junta de sellado del núcleo de la válvula, la inspección de la junta de sellado del cuerpo de la válvula y la inspección del orificio de conexión;
2.3.2.1 El aire comprimido de la presión requerida se puede pasar a la válvula de acuerdo con las condiciones de trabajo, y todo el cuerpo de la válvula y la conexión se pueden hundir en el agua, y la presión se puede mantener durante 30 segundos para observar si hay es fuga. Si no hay burbuja, está calificado, de lo contrario, debe repararse nuevamente;
2.3.3 Inspección del sello del cilindro: incluida la inspección del sello de la ventana, la inspección de la junta tórica de la tapa del extremo y la inspección del sellado del anillo del pistón;
2.3.3.1 Se puede pasar aire comprimido de 7 bar a través del orificio de entrada de aire en la parte inferior del cilindro, y todo el cilindro y la tapa del extremo se pueden hundir en el agua, y la presión se mantiene durante 30 segundos para observar si hay fuga. Si no hay burbuja, está calificado, de lo contrario, debe repararse nuevamente.
